Figure 8: Flake sizes from Owen's (2006) replication of oolitic dolomite spades
The second part of a stone tool production-distribution system is the manufacture of the tool. Several different factors were investigated to determine whether there are differences within stone tool manufacturing at Huizui, and whether there is any evidence for cost-reducing or efficient strategies. These factors include what stages of manufacture were completed at Huizui, the relative production numbers of the different tool types and the intra-site spatial organisation of a stone tool production area at Huizui. This last factor included examining the stone tool production area for evidence of specialisation of space and labour.
The division of manufacturing processes between different sites has been noted within other stone tool production-distribution systems (Bennett 2002, 264; Bradley and Edmonds 1993, 98-100; Ericson 1984, 4; Nassaney 1996, 187; Costin 2001, 295; Spence et al. 1984, 99, Tosi 1984, 24; Franklin 1992, 19-20), although the reason why this occurs is not often explored. Costin (2001, 295) argues that separating manufacturing processes between sites results in reducing weight for transportation (also see Ericson 1984, 7). Costin also states that if some early stages of production occur at or near the original quarry site, the high-risk stages of production, when the raw materials are tested and shaped into tool blanks, are completed before the tool blanks are transported over long distances. Both of these strategies were identified by Spence et al. (1984, 99) at the obsidian workshops at Teotihuacan. This would make the overall production-distribution system more efficient by reducing risks and controlling costs of transport during final distribution.
Tosi (1984, 24) also proposes that the allocation of the various manufacturing processes to different sites may be a response to efficient economic or political choices. In addition to making the overall production-distribution system more efficient, Tosi argues that increases in organisational complexity of a production-distribution system may indicate an increase in centralised control of the system. This argument is also proposed by Franklin (1992), who describes the division of manufacturing stages between people as prescriptive technology (Franklin 1992, 19-20). Franklin argues that with the division of tasks between different people, the craftsmen lose control over the production process, as this control is transferred to an organiser or manager who oversees the process. Specifically, Franklin uses Chinese bronze production during the Shang dynasty to outline how prescriptive technologies were used by the elite to control the overall production process (Franklin 1992, 24). Using bronze production as an example, Franklin then argues that prescriptive technologies were an important part of the formation of early Chinese social and political processes. An interesting part of the discussion below will therefore be to examine whether prescriptive technologies in China are limited to the production of elite goods or whether there is also evidence for this within utilitarian goods production.
In addition to the above arguments, I would also propose that the identification of different manufacturing stages at different sites shows efficiency because of the high level of labour specialisation this demonstrates. By concentrating upon a particular task, craftsmen would attain a high level of skill which could therefore increase the efficiency with which they completed the task (Torrence 1986, 43).
The location of manufacturing stages can also possibly show how many sites are directly linked within the production-distribution system. For example, if all the stages of manufacture and finished tools are found at a site, then it suggests that at least some of the tools were made for local consumption. However, if parts of the manufacturing stages or finished tools are missing, then it would indicate that the site is part of a larger production-distribution system that is involved in a regional exchange system.
During the Erlitou period, all tools made at Huizui were part of a ground stone tool technology (Ford 2001; 2004). This means that, in their finished form, these tools were either ground or polished. To reach this final stage, the tools passed through several different manufacturing stages, including flaking, hammer dressing, grinding and polishing. To be able to analyse which of these stages were completed for each tool type at Huizui, the specific reduction sequence for each tool type needed to be identified. Although grinding slabs are also included in the current study, they will not be discussed in this section on production as they do not show the same physical evidence for production as the other tool types. This means that as they are tools that are created by use, they will not have tool blanks through which to compare manufacturing stages.
To identify which of the manufacturing stages were completed at Huizui, the surface of the tool blanks present were examined to identify what manufacturing techniques were still visible. With ground stone tools, each manufacturing technique destroys evidence of earlier manufacturing stages. Therefore, the presence of particular manufacturing techniques can be used to identify at what stage of manufacture the tool blank was discarded. The presence of tool blanks with sequential stages of manufacture and large amounts of flaking debris would indicate that it is most likely these manufacturing stages occurred at Huizui.
The results of this analysis (Table 3) showed that at least all stages of manufacture were present for the spades and knives, suggesting that all production for these tools took place on site at Huizui. An interesting point to note was the very small number of finished spades (13) in relation to the large number of tool blanks (170). This could indicate that although all stages of production of the spades occurred on site, finished spades were removed from the site for use elsewhere.
The woodworking tools – the axes, adzes and chisels – were all in the finished or later stages of production of hammerdressing, grinding and polishing. This could indicate that the initial flaking of these tools was completed off-site, from where the waterworn cobbles that the tools are made from were picked up. This initial flaking could also have taken the form of testing the cobble to determine its usefulness. However, it is more likely that because of the overall small numbers of woodworking tools found, the lack of early tool blanks may be a result of small sample size, as diabase flakes are also present at Huizui, suggesting that some flaking did occur on site.
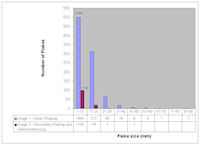
In addition to the tool blank evidence, a second analysis was undertaken to investigate the early manufacturing stages of the oolitic dolomite spades in more detail. This involved comparing the archaeological assemblage of oolitic dolomite flakes to those originating from an experimental replication of oolitic dolomite spades produced in 2006 (Owen 2006). In Owen's replication, he produced two oolitic dolomite spades using the manufacturing process outlined in Ford (2001). During this process, Owen collected the flakes produced during the first two stages of production: the early flaking and shaping of the tool, and the secondary flaking and hammer dressing to prepare the tool for grinding. By comparing the size of flakes produced during these two stages of production to the archaeological samples, it may indicate whether both these stages of flaking occurred on site at Huizui.
Figure 8: Flake sizes from Owen's (2006) replication of oolitic dolomite spades
The archaeological samples used for the comparative study were taken from two 1x1 metre test pits excavated at Huizui West in 2002. A total of 13,533 oolitic dolomite flakes from these test pits were analysed. The maximum dimension of both the archaeological and replication flakes was recorded using digital callipers. The results of the different size classes are summarised in Figures 8 and 9. Figure 8 combines the flakes produced from both of the replica spades to show the differences in flake sizes between the two manufacturing stages. Please note that there were a considerable number of flakes that were less than 10mm in size, but there were too many to count for this study; therefore estimates of total number have been provided.
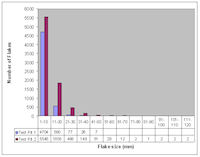
Figure 9: Oolitic dolomite flake sizes from Test Pits 1 and 2 at Huizui West
From Figure 8, it can be seen that there is a marked difference between flake sizes, with all but two of the flakes produced in the secondary stage of manufacture being less than 20mm in size. In contrast, the initial flaking has a range of flake size classes, although still only a small number of larger flake sizes. The lack of larger flake sizes in the initial shaping may be due to the initial reduction of the Chinese raw material at the quarry sites in China. As the blanks on which Owen completed his experimental study were already subjected to some reduction before being sent to Australia, the full range of flakes sizes from Stage 1 of the manufacturing process may not be shown in Figure 8.
Figure 9 shows the range of flake sizes in the archaeological samples of oolitic dolomite flakes. This figure indicates that all flake size classes represented in the replication sample are also present within the archaeological samples. Because of the similarity in the range of flake sizes between the replication sample and the archaeological sample, it would appear that both initial shaping and secondary flaking/hammer dressing stages occurred at Huizui. However, the lack of larger flakes in both experimental and archaeological flake assemblages could also suggest that initial reduction of raw material took place at a site other than Huizui, perhaps at the quarry site or an intermediary site, as in the case of Owen's experimental blanks. The full range of flake size classes, including those completed in China at the quarry sites, is therefore required before further conclusions can be made. At this stage, we can conclude that at least most of the shaping and secondary flaking/hammer dressing of the oolitic dolomite spades occurred on site, which would suggest that the Huizui craftsmen maintained control over a large part of the spade's production process. The possibility of other intermediate sites having been involved in the production process is discussed further below.
Although production numbers are not directly related to measures of efficiency, it has been noted by several people that scale of production can also indicate the type of production-distribution system (Torrence 1984; 1986; Perles 1992, 122; Arnold 1985, 37; Costin 1991; 2001). Most studies of production-distribution systems attempt in some way to quantify production numbers or output of production (Torrence 1984, 59; 1986, 46-8; Singer and Ericson 1977, 183; Johnson 1996, 163; Stevenson et al. 1984, 121; Plog 1977, 129; Cleghorn 1985, 381; Costin 2001, 291; Charlton et al. 1993, 151-2). Some of these studies (Perles 1992; Costin 1991) also attempt to compare rate of production with on-site consumption rates in order to identify the purpose of the production. Perles' (1992, 143) study of regional exchange within Neolithic Greece showed that production sites with high rates of production but low rates of consumption of stone tools were actually part of a large-scale regional exchange system.
Production rates versus on-site consumption rates at Huizui were investigated by comparing the number of tool blanks to finished tools. Please note that the numbers of tools used in this analysis are not considered an estimate of absolute numbers of tools produced at Huizui. Currently, there is no clear method to estimate total numbers of ground stone tools produced at a site, despite the numerous analyses that have been used to estimate production numbers for chipped stone tools. Instead, the ratios used in Table 4 are meant to be a general indication of whether these tools were produced for local consumption or for export.
The assumption for the current analysis is that tools distributed regionally should have a high ratio of tool blanks to finished tools present at the manufacturing site (Costin 1991, 21). This is based on the premise that the finished tools were removed for use elsewhere (Arnold 1985, 44). Tools produced for local consumption, however, may display several different ratios, depending on breakage rates of tool blanks.
Only one stone tool manufactured at Huizui showed evidence for a disproportionate production versus consumption rate: the spade (Table 4). The spade has a very high proportion of tool blanks to finished tools, suggesting that the finished tools were removed from the site for export elsewhere. The other tools with evidence for on-site production have low to moderate ratios of tool blanks to finished tools. The low ratios suggest that these tools were produced for on-site consumption rather than for export to other sites.
© Internet Archaeology/Author(s) URL: http://intarch.ac.uk/journal/issue26/15/7.html
Last updated: Wed Jul 1 2009